一、功能概述
本设备适用于软包装锂电池电芯的热压成型、冷压定型生产工艺。通过步进电机驱动,三工位转盘实现放料—热压—冷压—收料流水式作业,以满足电芯厚度方向上两平面的平面度与平行度都有较高精度要求中高档产品的生产加工。设备的生产效率高,操作简单方便、安全可靠。
二、工艺流程
通上电源,电源指示灯亮,设定成型压力及成型温度,模板快速升温到设定温度,人工放上电池电芯,按双手启动按钮,转盘自动升起后,步进电机驱动转盘旋转120度将电池电芯快速送到热压成型工作位,转盘自动下降,热压机构自动压合,压力达到设定压力值,热压计时开始,达到设定时间时热压工序完成。同时,电池电芯送至冷压定型工位进行加工,完成后,电池电芯送至收放工位,人工取出电池电芯,完成了单个电池电芯热压成型、冷压定型一整个动作循环。多个电池电芯的生产加工时,取出压好电芯后再放入另一个电芯,冷热压两工位同时进行工作,极大地提高了生产效率,降低了生产成本。
三、动力配置及安装参数
1.配置电源:220V/50Hz;功率:7.5KW
2.压缩空气:≥0.6pa,15LMin(用户自备)
3.设备重量:约1.0T。设备安装地面承重要求:>1T/㎡
4.外形尺寸:(长×宽×高)1190×1070×1850mm
5.外观颜色:国际微机灰1C
四、技术参数
1.适应产品规格:L×W×H:(10—300)×(5—250)×(2—15)以内。
2.产能:300--600EA(视产品尺寸而定)。
3.机器步进精度:+/-0.05~0.1mm
4.适应电芯厚度:0-15mm
5.增压缸压力:最大出力5T
6.模板压力:上模板等的重量-5T可调。
7.保压时间:0-999秒可调。
8.热压温度:室温-120°可调,可设置补偿,控制精度±2.5°
9.冷压温度:5-20℃(本机不含冷水机;若用户需要,可另行购买)
10.上下模板平行度:±0.025mm,可用三联无碳复写纸,在设置压力1T,使用温度下压出的印迹需均匀。
11.上下模板规格:350x300mm
五、设备特性说明
1.三工位转盘实现:放料→热压→冷压→收料循环式作业。
2.热压自动平压调节设计,压力可调。
3.冷压自动平压调节设计,压力可调。
4.设备采用台湾高精度增压缸,压力在上模板等的重量---5000kg可调,压力输出稳定。
5.设备每个工位使用的面积为350mmX300mm
6.冷热压模板均采用普通碳钢,表面进行镀硬铬处理。
7.设备采用转盘夹具上下移动,可编程控制器PLC 实现自动控制,触摸屏人机对话,操作设置方便,只需一人操作便可以使用。
8.发热管采用500瓦,热压工作温度范围Max250°C±2.5°C,长度:310mm
9.机械零配件均作有表面处理。
10.采用双按钮启动,保护人身安全。
六、设备主要组成
(一)机械部分
1.机架平台机构:底板及盖板,加强板烤漆,方通烤漆主机架。
2.热压机构:具有四柱导向模板,上下发热模板温度独立控制,气液增压缸驱动上模板施压,压力表直观显示。
3.冷压机构:具有四柱导向模板,上下水冷却模板,气液增压缸驱动上模板施压,实际压力表直观显示。
4.转盘机构:步进马达驱动三工位转盘传送运转,光电感应定位。
(二)电气及标准件
1.可编程控制器PLC:三菱
2.人机界面:威纶
3.电气控制器件:Omron/上海二工/正泰
4.温控器:Omron
5.固态继电器:Omron/阳明25A*2
6.热电偶:芯铁氟龙线
7.气缸:Airatc
8.增压缸:台湾久力
9.步进电机:深圳雷赛
(三)易损件
1.热压上下模板:正常磨平面不在保修范围内。
2.冷压上下模板:正常磨平面不在保修范围内。
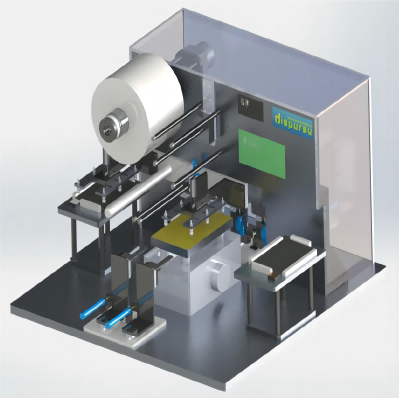
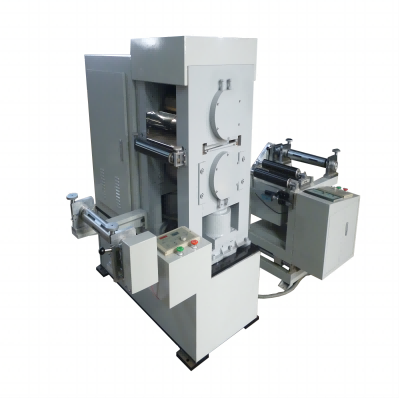
七、参考图片(具体以实物为准)出货不含冷水机。